Sensitive skin needs fabric that feels soft, breathable, and gentle. Rough texture, trapped moisture, poor airflow, or harsh finishes can make clothing feel itchy, sticky, or irritating during long hours of wear.
Collagen fabric for sensitive skin is designed to provide a smoother and more comfortable next-to-skin experience. With soft hand feel, moisture-retaining comfort, breathability, UV protection, and skin-friendly performance, it is ideal for underwear, sleepwear, bedding, base layers, activewear, masks, and other close-to-skin products.

What Is Collagen Fabric?
Collagen fabric is a functional textile made with collagen-based fibers or collagen-infused technology, often sourced from marine collagen peptides such as recycled fish scales. Designed for softness, breathability, and skin-friendly comfort, it creates a smoother and gentler next-to-skin feel.
Because sensitive skin can react to friction, dryness, heat, and trapped moisture, collagen fabric is ideal for underwear, base layers, sleepwear, bedding, activewear, face masks, babywear, pet wear, and wellness-focused apparel.
Why Sensitive Skin Needs the Right Fabric
Sensitive skin can be easily affected by the fabric worn against it. A garment may look soft, but if the fabric traps heat, holds sweat, or creates friction, it can still feel uncomfortable during daily wear.
Common fabric-related discomfort for sensitive skin includes:
A high-quality collagen fabric is designed to reduce these common discomforts by offering a softer touch, better moisture comfort, and a smoother next-to-skin feel.

How Collagen Fabric Helps Improve Skin Comfort
Collagen fabric helps improve sensitive skin comfort by combining softness, breathability, moisture-retaining comfort, and skin-friendly performance in one textile solution. Instead of offering only a soft touch, it is designed to reduce common discomfort caused by dryness, friction, trapped heat, and long-hour wear.
Its soft hand feel helps reduce rough or scratchy sensations, making it suitable for underwear, sleepwear, bedding, masks, and base layers. With moisture-retaining comfort, collagen fabric creates a smoother touch that feels less dry against the skin.
Breathable collagen fabric also allows heat and moisture to escape more easily, helping reduce stuffiness in next-to-skin products. Its smooth surface can help minimize friction during movement, which is especially important for fitted garments, activewear, loungewear, and babywear.
For products worn close to the skin, freshness also matters. With breathable construction and moisture control, collagen fabric supports a cleaner, fresher wearing experience. Some collagen fabrics may also include UV protection, adding extra value for daily apparel, sleeves, masks, and outdoor accessories.

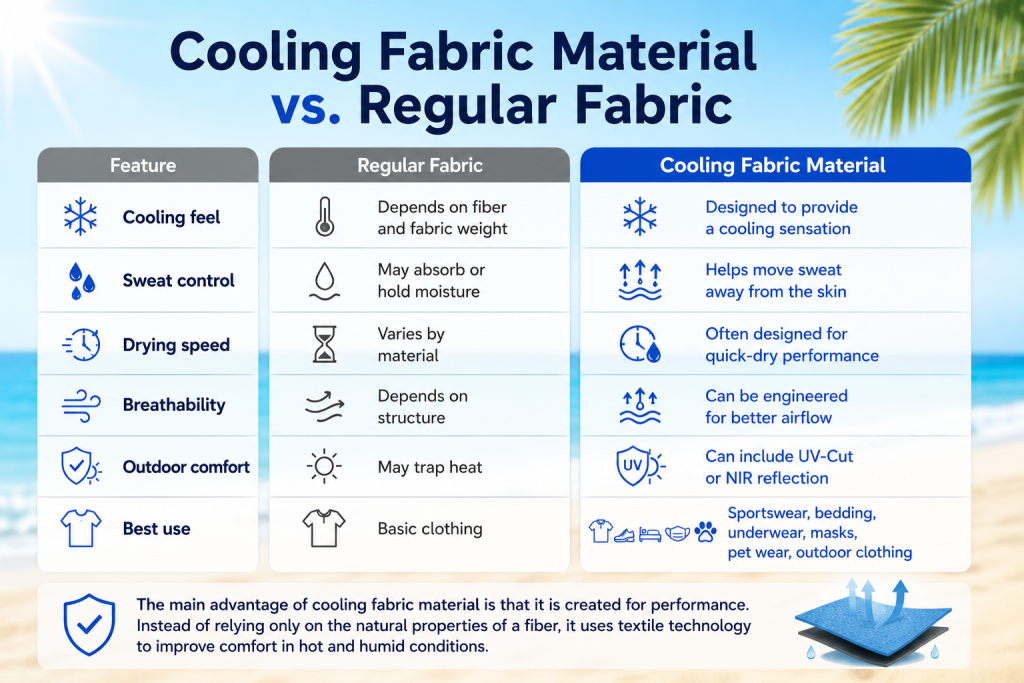
Collagen Fabric vs. Regular Fabric
Regular fabrics can provide basic comfort, but they may not always meet the needs of sensitive skin. Collagen fabric is designed with skin-friendly comfort in mind.
| Feature | Regular Fabric | Collagen Fabric |
| Skin feel | Depends on fiber and finishing | Soft, smooth, and gentle |
| Sensitive skin comfort | May cause friction or irritation | Designed for skin-friendly comfort |
| Moisture comfort | Varies by material | Helps support a comfortable skin feel |
| Breathability | Depends on structure | Can be designed for better airflow |
| Long-hour wear | May feel sticky or rough | Helps improve next-to-skin comfort |
| Best use | Basic clothing | Underwear, sleepwear, bedding, masks, base layers, activewear |
The main advantage of collagen fabric is that it is created for skin comfort. Instead of relying only on basic softness, it uses functional textile technology to improve the wearing experience for sensitive skin applications.
Key Features of High-Quality Collagen Fabric
High-quality collagen fabric combines multiple comfort-focused features to support sensitive skin products.
| Feature | Key Benefit |
| Soft Hand Feel | Gentle next-to-skin comfort |
| Moisture-Retaining Comfort | Helps reduce dry fabric feel |
| Breathability | Better airflow and freshness |
| Smooth Surface | Less friction against the skin |
| Lightweight Structure | Comfortable for long-hour wear |
| UV Protection | Added comfort for outdoor use |
| Odor-Free Freshness | Cleaner wearing experience |
| Stretch & Recovery | Better movement and fit |
| Wash Durability | Longer-lasting fabric performance |
The right combination of these features helps create softer, smoother, and more comfortable textile products for sensitive skin.

Best Applications of Collagen Fabric for Sensitive Skin
Collagen fabric is especially suitable for products that touch the skin directly or require long-hour comfort.
Underwear & Base Layers
Collagen fabric is ideal for underwear, camisoles, briefs, innerwear, and base layers. These products require a soft, breathable, and smooth fabric that feels comfortable against the skin.
Sleepwear & Bedding
For pajamas, sleepwear, bed sheets, and pillowcases, collagen fabric provides a soft skin-touch experience and moisture-retaining comfort. This helps create a more comfortable sleeping environment.
Baby & Kidswear
Sensitive skin comfort is important for baby and kidswear. Collagen fabric can be used for soft, breathable, and gentle clothing designed for delicate skin.
Activewear & Athleisure
For yoga wear, light training wear, and athleisure, collagen fabric can provide soft comfort, stretch, breathability, and a smooth next-to-skin feel.
Masks & Accessories
Face masks, scarves, sleeves, and accessories are often worn close to the skin. Collagen fabric can help improve comfort with softness, breathability, and a gentle touch.
Loungewear & Everyday Clothing
Collagen fabric is also suitable for daily clothing and loungewear that focus on comfort, softness, and premium skin feel.
Conclusion: Choose Skin-Friendly Collagen Fabric for Better Comfort
The right collagen fabric helps create products that feel soft, breathable, smooth, and comfortable against the skin. For sensitive skin applications, fabric choice can directly affect comfort during daily wear, sleep, movement, or long-hour use.
Whether you are developing underwear, sleepwear, bedding, baby clothing, activewear, masks, or skin-friendly accessories, collagen fabric can improve both product comfort and functional value.
Contact us today to request collagen fabric samples and find the right skin-friendly fabric solution for your product line.
FAQ About Collagen Fabric for Sensitive Skin
1. What is collagen fabric for sensitive skin?
Collagen fabric for sensitive skin is a functional textile designed to provide a soft, smooth, and gentle wearing experience. It is commonly used for underwear, sleepwear, bedding, masks, base layers, and other next-to-skin products.
2. Why is collagen fabric good for sensitive skin?
Collagen fabric is suitable for sensitive skin because it offers a soft hand feel, breathable structure, moisture-retaining comfort, and smooth next-to-skin touch. These features help reduce discomfort caused by rough texture, dryness, heat, and friction.
3. What products can use collagen fabric?
Collagen fabric can be used for underwear, sleepwear, bedding, baby and kidswear, activewear, loungewear, face masks, accessories, and other skin-friendly textile products.